
|
Article paru dans le numéro 71 |
L’imagerie
populaire a mis en avant
des activités
emblématiques de la coutellerie traditionnelle : le
forgeron, l’émouleur,
le trempeur …. Mais que sont ces métiers
devenus ?
Quelle est, de nos
jours, la réalité de ces professions ?
D’une
juxtaposition d’activités artisanales à
une
intégration industrielle.
La coutellerie thiernoise des siècles passés avait poussé jusqu’à l’extrême la division de la fabrication d’un couteau en un grand nombre de sous-tâches effectuées par des intervenants différents. Ces « rangs » pouvaient atteindre le nombre de 40 ou 50, selon la complexité de la fabrication. Ce qui est plus remarquable, encore, c’est que ces opérations fragmentées se déroulaient dans des lieux différents, parfois assez éloignés l’un de l’autre. Certaines pièces du couteau effectuaient ainsi, au sein du bassin coutelier, un parcours de « tourisme artisanal » avant de revenir chez le « coutelier » qui commercialisait le produit fini sous sa marque. Tous les cas de figure existaient bien entendu, du coutelier faisant appel à la sous-traitance pour la totalité des opérations de fabrication, à l’entreprise réalisant en interne un grand nombre de ces mêmes étapes.
 |
|
Des
émouleurs,
allongés sur la planche,
au-dessus de la meule en rotation. (Thiers, début du 20ème
siècle) |
L’évolution
générale liée à
l’industrialisation,
au 19ème
siècle, a favorisé la
création d’entreprises de coutellerie
de plus grande taille qui ont intégré au sein
d’une
même unité de production
l’ensemble des rangs de fabrication. A
côté de ces
entreprises
« intégratives »,
de nombreuses très petites entreprises ont
continué
d’exister en faisant appel
à la sous-traitance spécialisée.
L’émouleur
est un de ces sous-traitants encore
indispensable, de nos jours, à la fabrication d’un
couteau
par un artisan
coutelier.
Pour
rencontrer
un de ces émouleurs, rendons nous
à Forest, commune de Palladuc, un charmant village de la
montagne thiernoise,
situé dans le bassin coutelier et proche des donneurs
d’ordre.
C’est
là que se trouvent les Etablissements Gonin
Henri, entreprise familiale où exercent Ludovic et
Stéphane. Henri Gonin,
nouveau retraité, n’est jamais bien loin
cependant, et ses
conseils avisés
assurent une transmission générationnelle de
savoir-faire
et de compétences. Il
a lui aussi bénéficié de cette
transmission
familiale puisque son père était
lui-même
émouleur, sur les bords de la Durolle, à ses
débuts, et sa maman polisseuse,
travaillant aux côtés de son mari selon une
situation
très répandue chez les
émouleurs du siècle passé.
L’entreprise
compte six personnes. Elle est abritée
dans des locaux spacieux et clairs de 500 m², dans un cadre
bucolique, bien
loin de l’image sombre, poussiéreuse et humide du
« rouet » d’antan.
Machine
à émoudre
sur meule verticale.

Quand
l’émouleur
couché se lève.
L’émouture[i]
est en fait une opération de meulage[ii]
destinée à donner le tranchant à la
lame brute de
forge ou de découpage.[iii]
Les lames passent d’ailleurs 2 fois sous la meule de l’émouleur. Un premier meulage destiné à donner à la lame sa forme de biseau est effectué avant insculpation de la marque et avant la trempe. Les lames reviennent ensuite chez l’émouleur, après ces 2 opérations, pour une mise au tranchant et un polissage.[iv]
 |
|
Machine
à
émoudre horizontale. Les lames à
émoudre avancent automatiquement sous la meule
grâce au
plateau
rotatif sur lequel
elles sont
déposées par
l’opérateur. |
Si
une des
conquêtes essentielles de l’humanité
fut le passage à la bipédie, il semblerait que
pour
l’émouleur, il en ait été
de même. L’image traditionnelle de
l’émouleur
est celle de l’ouvrier allongé[v]
sur une planche au-dessus de la meule en grès et pesant du
poids
du haut du
corps sur le « bâton »
dans lequel est
logée la lame à meuler. La meule
tournait alors dans un plan vertical. Cette position de travail fut
celle des
émouleurs thiernois depuis le début de la
coutellerie
dans cette région
jusqu’au milieu du 20ème
siècle.
L’apparition des machines à émoudre
avec des meules tournant dans un plan vertical ou horizontal et une
présentation automatique des pièces à
émoudre devant la meule par un chariot
translateur à glissières ou un
« carrousel » rotatif fait perdre
tout
intérêt à la position
couchée de
l’émouleur. Ce dont il ne se plaint pas car,
contrairement aux apparences, la position couchée ne
présentait pas que des
avantages, sur le plan sanitaire en particulier. Certes, en se
mécanisant, le
métier a perdu de son prestige. La maîtrise du
geste ne
fait plus la qualité de
l’émouture, ce sont désormais les
qualités
de technicien[vi]
qui font la différence, mais le résultat est
aussi plus
régulier et la
production infiniment plus importante[vii].
Un
machinisme
raisonné.
Les
premières machines à émoudre ont fait
une
timide apparition avant la guerre de 1914-1918, et ont
sérieusement concurrencé
l’émouture à la main après
la 1ère
guerre mondiale. Combinée à
l’électrification des campagnes qui permettait de
s’éloigner de la force
motrice de l’eau, cette mécanisation a conduit au
déclin rapide de la
profession d’émouleur. Une autre
évolution a
également hâté le déclin de
la
profession, il s’agit du crantage des lames de couteaux de
table
de qualité
courante. Ces couteaux apparus dès les années
1950 sont
fabriqués dans des
aciers plats de faible épaisseur et le tranchant leur est
donné par des petits
crans, comme sur une scie. Dès lors, plus besoin
d’émouleurs pour donner le
biseau et le tranchant, une machine à cranter suffit. La
profession qui
comptait près de 800[viii]
membres en 1900 va voir ses effectifs passer autour des 300
à la
veille de la
seconde guerre mondiale. Seules les grandes pièces de
coutellerie
professionnelle continueront à être
« émoutes »
à la main. Et Henri
Gonin se souvient de la disparition, au début des
années
quatre-vingts, de
l’organisme professionnel représentant les
émouleurs.
Les Etablissements Gonin sont dotés de machines à émoudre dont la fabrication a été réalisée par des entreprises de mécanique du bassin thiernois. Henri Gonin a lui-même une formation de mécanicien-outilleur qui lui a permis de réaliser des adaptations de machines et les outillages[ix] nécessaires au fonctionnement des machines. L’expérience acquise par l’entreprise permet d’apporter des améliorations aux machines existantes. Une de celles-ci est en train d’être reconditionnée dans l’atelier de mécanique annexé à l’usine.
 |
|
Machine
à
émoudre
en cours de modification
dans l’atelier de mécanique annexé
à
l’atelier d’émouture. Sous le carter
relevé, on voit une des flasques (le cylindre noir) sur
lesquelles s’insèrent les
meules. |
La
mécanisation pourrait être poussée
encore plus
loin en adoptant des automates d’alimentation ou des machines
à commande
numérique. Ce n’est pas le choix qui a
été
fait, en particulier parce que
l’entreprise réalise souvent des petites
séries qui
ne tireraient pas avantage de
tels dispositifs sur le plan de la rapidité
d’exécution liée au réglage
des
machines et donc sur le coût.
Une
production diversifiée et de grandes capacités
d’adaptation.
Le
bassin
coutelier thiernois produit tout ce qui
coupe et tranche, et pas seulement des couteaux de poche ou de table.
Une
partie importante de la production est
représentée par
les lames courbes ou
droites qui équipent les robots ménagers des plus
grandes
marques diffusées en
Europe. Cette activité de meulage de lames
d’équipements
électroménagers
représente, à elle seule, 30% de
l’activité
de l’entreprise. La coutellerie
traditionnelle constitue les 70% restants, à raison des 2/3
pour
la coutellerie
de table et 1/3 pour les couteaux de poche (essentiellement « le
Thiers® » et le laguiole).
Mais
l’entreprise est aussi capable de répondre
à
des commandes de petites séries[x]
pour des produits de faible diffusion : poignards, sommeliers
…
Une
différenciation par la qualité.
Traditionnellement,
le « rouet »
d ‘émouleurs comportait à
l’étage
des postes de polissage occupés, la
plupart du temps, par les épouses des émouleurs.
Le
meulage de
la lame laisse des traces qu’il est
nécessaire d’atténuer par un polissage
à
l’aide de roues abrasives plus fines
que les meules. L’entreprise a conservé une
tradition,
gage de qualité :
celle du polissage à l’aide de roues à
lamelles de
cuir de buffle. Ces lamelles
de cuir sont clouées verticalement, une à une sur
la
tranche d’un disque de
bois. Ces polissoires sont ensuite enduites de poudre
d’émeri fixée sur les
lamelles de cuir avec de la colle de poisson. Le polissage, en travers,
des
lames sortant de l’émouture va donner une finition
parfaite. Ce travail de confection
des polissoires en cuir est confié au grand-père
Yves,
lui-même polisseur à la
retraite qui, dans son petit village voisin de Solières,
consacre quelques
journées d’hiver, à cette fastidieuse
mais ô
combien précieuse tâche de
préparation.
Quand
l’émouleur est dans le pétrin.
L’émouleur des siècles précédents travaillait sur de grandes meules en grès pesant plusieurs centaines de kilos. Certaines provenaient de la région de Langeac, en Haute-Loire. Cet élément essentiel était l’objet de toutes les attentions de la part de l’émouleur. Il fallait la retailler, tous les jours, à l’aide d’un marteau tranchant et d’un « rifloir » pour lui redonner du mordant et une parfaite sphéricité. On évitait un « balourd[xi] » préjudiciable à un bon travail et possible générateur d’accident.
 |
Henri
Gonin au polissage.
Les
deux
polissoires en cuir tournent en sens opposé. Le polisseur
rapproche ou éloigne
les polissoires l’une de l’autre à
l’aide de
pédales de commande. |
Plus rien de tout cela, désormais, mais, dans une partie de l’atelier, des objets anachroniques en un tel lieu : un pétrin de pâtissier, des moules, des cuves. C’est la « cuisine » de Stéphane. Il ne prépare pas des pâtisseries pour la famille. Non ! Il fabrique les meules qui sont utilisées sur les machines de l’entreprise. En incorporant des grains de corindon (abrasif sous forme d’oxyde d’aluminium) dans de la magnésie (d’où le pétrin) et en présence d’un acide, on obtient une pâte qui sera moulée en forme de gros cylindre creux. Et contrairement à la meule en grès de l’émouleur du passé, on ne travaille pas sur la large bande périphérique mais sur le côté de la meule, celle-ci pouvant tourner à l’horizontale ou à la verticale, selon les machines. La meule s’use donc désormais en épaisseur et non plus en diamètre. D’un diamètre de 45 cm et d’une épaisseur d’environ 12 cm, elle a une forme de cylindre creux et ne pèse plus qu’une vingtaine de kilos. Un autre énorme avantage par rapport à la meule en grès est qu’elle peut être usée quasiment complètement[xii]. En fin d’utilisation, elle ne mesure plus que 2 cm d’épaisseur mais il n’est pas nécessaire de faire varier sa vitesse de rotation pour obtenir le même pouvoir d’abrasion contrairement à la meule en grès dont la vitesse périphérique est fonction du diamètre.
 |
Fabrication
des
meules : le
pétrin de
boulanger et les moules à partir desquels sont
fabriquées
les meules en
magnésie. Deux meules prêtes à
être
montées sur les machines à émoudre. |
Les
risques
du métier.
L’émouleur
couché sur sa planche redoutait
l’éclatement de la meule qui tournait au-dessous
de lui.
Bien qu’elle ne
tournât pas très vite, son diamètre
important
conférait à la meule une grande
vitesse périphérique. Une fissure de la meule due
à un choc ou à un manque
d’homogénéité du
grès provoquait son
éclatement. De gros blocs se détachant de
la meule pouvaient blesser gravement ou même tuer
l’émouleur. Celui-ci
« sonnait »
régulièrement sa meule
au marteau, le son rendu par une
meule fêlée étant différent
de celui produit
par une meule saine.
Bien
que plus
homogènes, les meules synthétiques
peuvent éclater. Mais elles sont désormais
cerclées par un feuillard métallique
ce qui évite la dispersion des éventuels
éclats et
les capots de protection dont
elles sont entourées protègent
l’émouleur.
Le
stock de polissoires
neuves.
Elles
seront enduites de poudre d’émeri et de
pâte
abrasive pour être utilisées.

Une
activité
à mi-chemin entre tradition et modernisme
Les
entreprises
consacrant l’essentiel de leur
activité à l’émouture en
sous-traitance pour
des couteliers sont devenues peu
nombreuses. On peut en recenser 4 sur le bassin coutelier thiernois.
Cette
activité est de plus en plus souvent
intégrée dans
la chaîne de production des
entreprises. La mécanisation et la robotisation
suppléent
la main de
l’émouleur.
Ces
entreprises
spécialisées dans l’émouture
sont
malgré tout indispensables au maintien d’une
production
artisanale de qualité. Sans
elles, plus de petites entreprises de coutellerie, plus de production
artisanale diversifiée, plus de petites séries et
de
productions locales de
couteaux néo-régionaux.
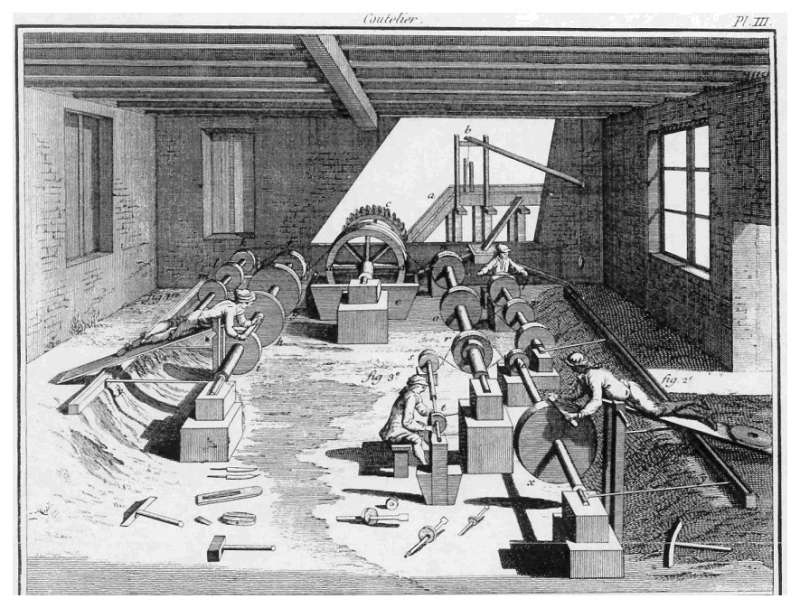
Planche
extraite de
« L’art du
coutelier en ouvrages communs », Fougeroux de
Bondaroy, 1772
Quel
avenir
pour la profession d’émouleur ?
Comme
toutes
les professions, celle d’émouleur a
dû s’adapter aux évolutions
récentes. La
concurrence est devenue plus sévère, la
sous-traitance est tributaire des donneurs d’ordre qui vont
parfois chercher
leurs produits finis dans des pays à faible coût
de
production, dans lesquels
les questions sociales ou écologiques n’ont pas le
même impact. En matière de
traitement des déchets
« ultimes » par
exemple, l’entreprise traite
les eaux de refroidissement nécessaires aux
opérations de
meulage. Ces eaux,
additionnées de chaux pour protéger les lames
rectifiées, sont également
chargées des grains d’usure des meules et des
limailles
arrachées aux pièces
brutes. Après décantation, ces boues sont prises
en
charge par une entreprise
spécialisée. Cette
« meulée » ou
« molade » en patois
thiernois, s’entassait autrefois au fond de la fosse
creusée sous la meule et
était évacuée lorsque le tas
était devenu
trop important. Ces grains de meule,
agglomérés par la rouille de la limaille
d’acier,
donnaient une sorte de ciment
qui trouvait différents usages (rebouchage des trous des
chemins
… jusqu’à de
prétendus onguents destinés à panser
les plaies
– résultats non garantis).
Le
sort de
l’émouleur est donc logiquement lié au
maintien sur place d’activités de fabrication. La
multiplication des couteaux
néo-régionaux, les fabrications en petites
séries,
le développement de nouveaux
modèles de couteaux tels « le
Thiers® » dont la charte de fabrication
comporte une obligation de territorialité, la
réflexion
sur les Indications
Géographiques, constituent autant de raisons
d’espérer. Pour autant, la baisse
des volumes de fabrication locale constitue une menace pour toutes les
activités de sous-traitance. Le haut de gamme vers lequel se
dirigent nombre de
fabricants leur permet certes de générer des
chiffres
d’affaire et des
bénéfices stables tout en vendant moins de
pièces,
a contrario, les activités
de main d’œuvre sous-traitantes, dont la
santé
économique est liée à la
quantité de pièces traitées,
pâtissent de la
baisse des quantités fabriquées.
[i]
Terme spécifiquement thiernois qu’on ne trouve
dans aucun
dictionnaire mais
qu’on peut traduire par
« meulage ».
[ii]
L’entreprise s’intitule exactement
« entreprise
de rectification par
meulage ».
[iii]
Le premier passage est appelé
« débourrage » en
terme de métier.
[iv]
Lorsque la lame est marquée au laser ou par un
procédé électrochimique et non
par matriçage en creux, la lame ne passe qu’une
fois chez
l’émouleur, d’où un
gain de prix de revient mais on obtient par contre un marquage beaucoup
moins
résistant.
[v]
En
Allemagne, l’ouvrier appuyait sur la lame à meuler
avec le
genou protégé par
une armature en bois.
[vi]
Ludovic a suivi une formation de technicien supérieur en «productique mécanique».
[vii]
Jusqu’à 5000 pièces/jour.
[viii]
Marc Prival, in « Le syndicalisme à
Thiers », ouvrage collectif,
Ville de Thiers, Conseil Général du
Puy-de-Dôme.
[ix]
L’outillage désigne tous les
éléments de la
machine adaptés aux différentes
séries de pièces à
émoudre : cales
d’inclinaison, pinces pour tenir les
lames brutes …
[x]
L’entreprise répond à des commandes qui
peuvent
aller de moins de 500 pièces
jusqu’à plus de 10 000.
[xi]
Terme de mécanique caractérisant une masse non
régulièrement répartie et
générant des efforts destructeurs sur
l’axe de
rotation et la meule elle-même.
[xii]
Les meules en magnésie sont changées environ tous
les 2
jours. Cela dépend bien
entendu du rythme de travail et de la dureté du
métal
à meuler.