
|
Article paru dans le numéro 74 |
Le monde
change, c’est peu
de
le dire. Les modes de consommation et, par voie de
conséquence,
les procédures
de production n’ont plus rien de commun avec ce
qu’ils
étaient, il y a
seulement une génération. La coutellerie
n’échappe bien entendu pas à ces
transformations et elle doit s’adapter.
C’est
la mutation qu’est en train de vivre la
société
Roddier Roddier basée à
Saint-Rémy-sur-Durolle à quelques
kilomètres de
Thiers. Cette entreprise au
caractère familial très marqué
commence son
activité en 1909 à
Saint-Rémy-sur-Durolle dans le domaine de la forge
à
chaud. Les premiers
marteaux-pilons font leur apparition à Thiers un peu avant
1900[1].
Les deux cousins Roddier (d’où le nom de
l’entreprise) sont donc précurseurs
dans ce domaine. Au gré des évolutions et des
transmissions de l’entreprise, la
société s’installe à Thiers,
rue Edgar
Quinet. Les conditions d’accès, en
particulier, sont quelque peu délicates et peu compatibles
avec
le
développement de l’entreprise. Celle-ci est alors
dirigée par deux frères
Roddier. Une part importante de son activité est
consacrée à l’estampage de
branches de ciseaux Au décès de Pierre Roddier,
son
gendre, Philippe Delannoy,
lui succède et décide de donner un nouveau
souffle
à la société. La reprise de
différentes entreprises du secteur va accroître la
clientèle et permettre
d’intégrer des compétences, des
savoir-faire et des
fabrications nouvelles, en adoptant
l’estampage à froid et en ajoutant
l’activité
d’emboutissage. Par un hasard
heureux, un retour aux sources est rendu possible. En 1988,
l’entreprise
« remonte » à
Saint-Rémy-sur-Durolle dans un atelier-relais moderne
où son activité de forge, estampage,
matriçage va
pouvoir se développer. Une surface
industrielle de 2000 m² accueille de spacieux halls
d’estampage, de découpage,
d’emboutissage et des ateliers
spécialisés. Les
destinées de la société sont
toujours placées entre les mains familiales. Son jeune
directeur, Olivier
Bonthoux, formé à
l’université à la
gestion des entreprises et des
administrations va faire réaliser un saut technologique
à
l’entreprise. Cette
mutation est rendue nécessaire par la modification du
paysage
industriel de la
coutellerie.
Roddier
Roddier est un sous-traitant. L’entreprise ne propose pas de
produits finis
mais ce qu’on a coutume d’appeler des
« fournitures » : lames,
platines, ressorts, mitres, éléments de
décor,
ébauches de couteaux de table … Elle
doit donc subir les contraintes liées à la
sous-traitance
et aux nouvelles
habitudes des donneurs d’ordre que sont les couteliers
utilisant
ses
fournitures.
Estampage
à froid
Le cœur de métier de l’entreprise demeure l’estampage à froid et le découpage. Contrairement à la forge à chaud où la mise en forme du métal se fait par un choc brutal sur le métal rendu ductile par la chaleur, l’estampage à froid procède par une pression continue et une puissance plus importante[2] que celle développée par la chute du marteau pilon. Les presses peuvent être hydrauliques ou à vis. Pour le visiteur, l’impression ressentie est totalement différente. Alors que dans le hall de forge à chaud on assiste à un furieux déchaînement de puissance et de violence accentués par les flammes rougeoyantes des fours, la presse dégage une impression de force irrésistible .
 |
Matrices
d’estampage de quatre mitres de « bottines
laguiole » et de deux mitres de tête, de
laguioles. Remarquable état de
surface des empreintes des mitres, polies à la main avec des
petites pierres à
polir (posées sur le bloc d’acier). |
Découpage
Une autre technique mise en œuvre au sein de l’entreprise est le découpage à la presse dans une bande d’acier ou de laiton. On produit de cette manière des lames, des ressorts, des platines. Pour des platines en laiton de laguiole, par exemple, on utilise une bande de 100 mm de large et de 9/10èmes d’épaisseur.
 |
Presse à découper avec son dévidoir de bande à l’arrière plan. Découpage et poinçonnage de platines dans une bande de tôle en laiton. |
 |
Bande de laiton
après
découpage des platines. |
La forme de la platine est également découpée par l’outillage qui fait emporte-pièce. Et là, il y a une particularité : le poinçon mâle enfonce la platine découpée dans l’empreinte en creux. Il faut pouvoir retirer cette platine découpée qui a été enfoncée dans la partie femelle de l’outil. La solution consiste à repousser la platine et à la réinsérer dans la bande, puis à faire avancer la bande pour évacuer la platine découpée. En sortie de presse, les platines découpées et percées sont automatiquement dégrafées de la bande.
 |
Outillage de
découpage de
platines
laguioles. |
Atelier de
mécanique
Un
des éléments essentiels de
l’activité
d’estampage ou de découpage est bien
entendu la matrice qui, comme son étymologie
l’indique,
est la mère de tout.
L’atelier dans lequel oeuvrent les mécaniciens
outilleurs
de l’entreprise est
donc très important. On y fabrique les matrices
d’estampage à froid, de
découpage. On y retrouve les outils classiques du
mécanicien-outilleur :
fraiseuses, étaux-limeurs, machines à
électroérosion pour produire les matrices
en acier, à partir d’électrodes en
cuivre de la
forme des pièces à estamper. Un
soin tout particulier est apporté aux empreintes en creux
des
matrices de
presse. Les formes à reproduire sont soigneusement polies
à la main à l’aide de
petites pierres et de pâte à polir, On obtient
ainsi des
empreintes en creux
qui ont un brillant parfait. Ce faisant, on élimine les
minuscules cratères
créés par la machine à
électroérosion qui arrache de fines particules de
métal.
Le résultat obtenu au démoulage de la
pièce
pressée est de meilleure qualité.
Les mécaniciens assurent aussi l’entretien des
outils de
découpage. Après un
certain temps d’utilisation, les outillages doivent
être
affûtés pour que les
bords d’attaque des parties mâles et femelles
présentent des angles vifs. Le poinçonnage
sera ainsi net et ne créera pas de bavure.
L’atelier est
aussi le conservatoire
et la mémoire de l’entreprise à travers
les
panneaux sur lesquels sont
présentées les ébauches des couteaux
de table
monoblocs et des branches de
ciseaux qui étaient autrefois une
spécialité de
l’entreprise lorsque celle-ci
consacrait une part de son activité à la forge
à
chaud. Ces deux productions
ont été arrêtées.
Opérations
complémentaires
L’immense
majorité des couteaux de poche fabriqués
actuellement ont
des mitres soudées
sur la platine. Après la fabrication des mitres, par
estampage
à froid, et des
platines, par découpage, il faut donc souder les mitres sur
les
platines. Cette
opération est réalisée manuellement
sur des
gabarits qui positionnent
automatiquement les platines et les mitres. La soudure par point se
réalise en
plaçant les pièces à souder entre deux
électrodes en cuivre. Entre ces
électrodes circule, pendant un temps très bref,
un
courant de très forte
intensité (plusieurs milliers
d’ampères) qui
produit un point de fusion. Dans
le cas de la soudure des mitres, l’électrode
inférieure a la forme, en creux,
de la mitre à souder. Ce logement en creux assure le
positionnement automatique
de la mitre et la conduction électrique. On pose la platine
par-dessus. Le
point de soudure se trouve donc sur la platine, dans la partie non
visible du
couteau, ce qui facilite les opérations de finition.
De
la même manière, on réalise la soudure
d’éléments décoratifs
(mouche
décorée,
casque de pompier…) sur des dos et ressorts de couteaux,
 |
Dispositif de
soudure par point
des
platines sur les mitres. La mitre en inox est placée dans un
logement en creux
pratiqué dans l’électrode
inférieure en
cuivre. |
Il
est également nécessaire de fraiser certains
trous
pratiqués dans les platines
ou les mitres. Au montage du couteau, le chanfrein ainsi
réalisé permet un
arasement parfait du clou de montage et une finition à la
fois
plus rapide et
de meilleure qualité. Des dispositifs de positionnement
automatique des
différentes pièces permettent, là
encore, de
faciliter ces travaux de fraisage
ou perçage et d’en accélérer
la
réalisation manuelle.
Sur de nombreux couteaux, on note la présence d’un ressort décoré par ce qu’on nomme un guillochage, technique utilisée en coutellerie mais aussi en horlogerie ou en armurerie par exemple, qui consiste à graver des traits en creux sur une surface plane. Ce décor peut être réalisé manuellement à la lime, à l’échoppe de graveur. Cette opération manuelle, longue et donc coûteuse, est réservée aux couteaux haut de gamme. Elle peut être réalisée mécaniquement en pressant, à froid, une matrice de décor sur le dos du ressort. (Cf. vidéo )
 |
Poinçons de guillochage mécanique des ressorts. |
Une
évolution
technologique
rendue nécessaire par de nouvelles demandes de sous-traitance
Tout
aussi étonnant que cela puisse paraître, il y a
une
saisonnalité dans la
demande de fournitures. Il existe des périodes creuses en
coutellerie pendant
lesquelles l’outil de production doit pourtant continuer
à
fonctionner. Pour ne
pas mettre en péril la santé
économique de
l’entreprise. Roddier Roddier a donc
une seconde activité : la production de
pièces
industrielles pour des
secteurs variés (machinisme agricole,
électricité
…).
Autre
difficulté à laquelle doit s’adapter
une entreprise
proposant de la fourniture
de coutellerie, c’est l’obligation de
répondre,
rapidement, à des commandes
dont le volume peut varier d’une centaine de
pièces
à plusieurs milliers. Le
fabricant de fournitures a deux solutions pour faire face : ou
il
constitue lui-même des stocks en prévision de
demandes
ultérieures, ou il se
dote des moyens matériels susceptibles de satisfaire
rapidement
des demandes de
faible volume. Roddier Roddier joue sur les deux tableaux.
L’entreprise stocke
les fournitures de ses clients réguliers, rôle qui
était en fait tenu jusque-là
par le coutelier. La fabrication traditionnelle forgée ou
découpée demande un
outillage coûteux qui ne peut se concevoir que pour des
séries importantes. Or,
depuis plusieurs années, on assiste à
l’explosion
de petites séries de
couteaux, plus ou moins originaux, plus ou moins régionaux.
Les
solutions
traditionnelles forgées ou découpées
ne sont pas
la réponse. Le coût élevé
d’un
outillage de fabrication de fourniture de couteaux pliants et
l’immobilisation
financière que constitue le stockage de quantités
importantes de fourniture
détournent les couteliers-assembleurs des grosses commandes
(plusieurs milliers
de pièces). Elles étaient traitées
jusque-là par l’entreprise dont l’outil
industriel était conçu pour répondre
à ce
genre de situation. Elle était donc
en train de perdre le marché des petites séries
et a
dû adapter son outil de
production en recourant au procédé moderne de
découpe laser.
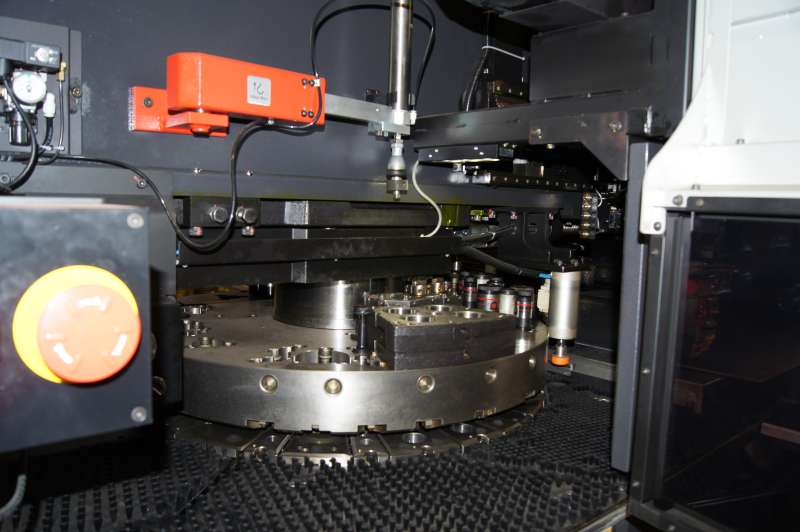
La technologie
au service de
l’innovation et de la création
Comme d’autres industriels couteliers thiernois, Roddier Roddier a investi dans une machine de découpe laser dont la particularité est qu’elle combine à la fois une fonction de découpage par laser, de perçage par poinçonnage (emporte-pièce), de marquage en creux des lames (sur les deux côtés) et de taraudage. Elle permet également la prise de tôle et le déchargement automatiques, ainsi que le dégrafage des pièces finies, c’est à dire leur séparation de la plaque de tôle dans laquelle elles ont été découpées. Le laser[3] est du type CO², ce qui signifie que l’effet d’amplification de la lumière est obtenu dans un tube contenant, entre autres, du dioxyde de carbone. C’est avec ce type de laser que l’on obtient les puissances permettant de découper du métal. Sa vitesse de coupe peut aller jusqu’à 3 m de découpe par minute. Il est possible de découper des tôles dont l’épaisseur peut atteindre 6 mm, sachant qu’en coutellerie on dépasse rarement des épaisseurs de 3 mm. Les tôles découpées peuvent mesurer jusqu’à 2,50 m par 1,25m.
 |
|
Combiné
laser-poinçonnage : découpe
laser, poinçonnage, taraudage, marquage, pliage, fraisage,
rainurage,
déformation. |
Dans la fonction poinçonnage que remplit également la machine, on peut obtenir des cadences de 500 coups à la minute. Cette machine assure à l’entreprise la flexibilité et la réactivité dont elle a besoin pour satisfaire les commandes de petites séries. Capable de travailler en automatisme pur, elle peut fonctionner la nuit et être pilotée à distance. Ces hautes performances ont une contrepartie : pour être rentabilisée, elle doit fonctionner au maximum, d’où la fabrication de pièces pour l’industrie[4]. La découpe laser présente un autre avantage : elle peut favoriser la créativité. En dispensant de la fabrication d’outillages coûteux, les essais, tâtonnements, petites séries deviennent possibles. Il est facile de passer d’un dessin à la programmation du déplacement du laser. C’est le travail que réalise l’opérateur du combiné laser-poinçonnage dont l’outil de travail est plus l’ordinateur que la clef à molette. Il travaille à partir d’un dessin qui lui est fourni ou même à partir d’un prototype. Schématiquement, les déplacements sont codés sur deux axes : la tête laser se déplace sur l’axe des Y et la table, support de la plaque, sur l’axe des X. Avec deux coordonnées cartésiennes, X et Y, on est donc capable d’atteindre n’importe quel point de la plaque à découper. (Cf. vidéos). On ne décrit bien entendu pas tous les points de passage de la tête laser. On prend quelques points de passage et on réalise une interpolation en donnant la valeur de l’arc qui relie ces deux points. Des couteliers travaillant dans le haut de gamme et les pièces à l’unité peuvent désormais faire découper de très petites séries qui se distinguent par un niveau de finition exceptionnel.
 |
Tourelle
porte-outils du
combiné laser-poinçonnage. |
Forge ,
découpage ,
découpe
laser
Ne
ravivons pas la guerre
« pichrocoline » qui
oppose les tenants de
l’un ou l’autre procédé.
Chacun d’entre
eux a ses défauts et ses qualités. Ne
revenons pas sur les questions de coût ou de
facilité de
mise en œuvre. La
plupart des lames de couteaux pliants sont actuellement des lames
découpées à
la presse dans de l’acier se présentant sous forme
de
rouleaux. Il est assez
logique de partir d’un profil plat pour fabriquer une lame
elle-même plate. La
qualité de coupe de la lame tiendra plus à la
qualité de l’acier utilisé, aux
opérations de trempe, d’émouture,
d’affûtage qu’au
procédé de formage
initial.
Il en ira bien entendu différemment pour un couteau
professionnel à plate semelle
et à mitres massives solidaires du manche. La forge est
alors le
seul procédé
utilisable pour obtenir un couteau d’une seule
pièce
présentant les qualités de
résistance attendues d’un couteau professionnel.
Quelques
exemples
d’éléments de fournitures
fabriqués par Roddier Roddier : mitres, platines,
ressorts
pour laguioles,
Massu, LE THIERS®,
1200 références au
total. (Photo Jérôme Cambier).

Le catalogue de Roddier Roddier comporte environ 1200 références de produits et l’amélioration de la qualité est une préoccupation constante : augmentation des épaisseurs pour les lames et platines, mitres massives soudées par le côté intérieur des platines pour masquer le point de soudure, fraisage des mitres pour faciliter l’ajustage du manche, platines réalisées dans des tôles écrouies pour une plus grande résistance. L’introduction de la découpe laser a augmenté le niveau de compétence générale de l’entreprise et nécessité une formation spécifique des opérateurs de la machine. Comme on le constate souvent en pareil cas, l’introduction de nouvelles procédures permet de réorganiser et rationaliser l’organisation interne et de redynamiser l’ensemble des acteurs.
Roddier
Roddier peut ainsi offrir à ses clients ses propres
modèles de fournitures
(essentiellement en laguiole et THIERS®)
ou
répondre à des demandes
spécifiques. L’entreprise maintient aussi la
fabrication
de modèles de couteaux
traditionnels : London, Alpin, Massu, Pradel,
électricien
…
Le
visiteur remercie chaleureusement chacun des membres de
l’entreprise, de son
jeune PDG aux opérateurs du combiné
laser-poinçonnage ; en passant par les
mécaniciens-outilleurs, les conducteurs de machines,
d’avoir partagé avec lui,
ce qui fait leur quotidien. Merci également
d’avoir aussi
bien mis en valeur ce
patrimoine immatériel que constitue le savoir-faire. Un vrai
moment de bonheur !
[1]
Forges Delaire (1888),
forges Mondière (1900), Histoires de couteaux, Brigitte
Liaboeuf, Musée de la
coutellerie de Thiers, 1995.
[2]
Les forces de poussée
obtenues par des presses dépassent plusieurs centaines de
tonnes.
[3]
Il existe également des
lasers dont l’amplification se réalise
à
l’intérieur d’une fibre optique en
présence de terres rares (lanthanes, europium,
argiles
latéritiques …)
qui deviennent un enjeu économique important.
[4]
L’activité de l’entreprise
se répartit, par parts à peu près
égales,
entre la coutellerie et les pièces
industrielles, un très faible pourcentage de
l’activité étant encore
consacré
aux ciseaux ou objets assimilés.